王晓铭, 李长河, 杨敏, 张彦彬, 刘明政, 高腾, 崔歆, 王大中, 曹华军, 陈云, 刘波
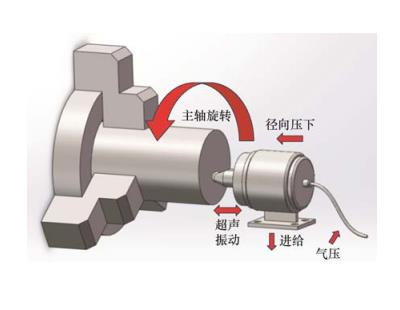
纳米生物润滑剂作为替代矿物型润滑介质的绿色微量润滑剂,已成为学术界与工业界的研究与关注焦点。然而,纳米生物润滑剂微量润滑加工物理学作用机制尚不清楚,难以为其工业化应用提供精准指导与选用原则。为解决上述需求与技术问题,综述了纳米生物润滑剂组分及物理特性,揭示了纳米增强相、基础流体、添加剂对加工性能的影响规律,阐述了纳米增强相在纳米生物润滑剂中的动力学行为与分散机制。其次,揭示了多能场雾化机制、切/磨削区流场分布及微液滴浸润动力学行为,发明了微量润滑新型供给与雾化装置。进一步地,分析了切/磨削加工材料去除热物理机制,研究了先进的多场赋能热损伤抑制策略,构建了纳米生物润滑剂微量润滑加工技术体系。结果表明,纳米生物润滑剂在热源抑制与热耗散特性调控方面效果显著,多场赋能纳米生物润滑剂微量润滑可作为浇注式加工的替代工艺,采用断续有序的凹槽织构砂轮辅助质量分数为2.5%的MWCNTs-棕榈油纳米生物润滑剂微量润滑磨削单晶镍基高温合金DD5,与传统的浇注式磨削工艺相比,磨削力可降低12%,磨削温度可降低9%,表面粗糙度值可降低6%。展望了纳米生物润滑剂发展路线图,为工业界与学术界提供技术支持与理论指导。