罗云, 胡胜鹏, 李子寒, 许志泉, 张雷, 宋晓国, 张丽霞
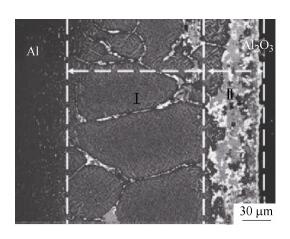
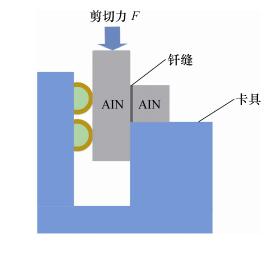
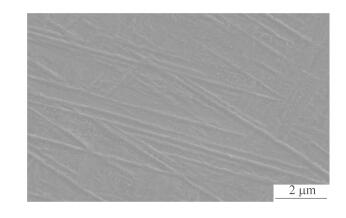
采用Ag-CuO钎料实现了AlN陶瓷与自身的空气反应钎焊。研究了CuO含量、钎焊温度和预氧化温度对界面组织及力学性能的影响规律,分析了连接机理。当钎料成分为Ag-6 mol% CuO,在1000℃/5 min的钎焊参数下,AlN/Ag-CuO/AlN接头可获得最高的抗剪切强度为13.9 MPa。采用SEM、EDS及XRD对其接头界面显微组织、断口形貌及成分进行了分析。典型接头界面组织结构为AlN/CuAl2O4/CuO/AlN+Ag+CuO/CuO/CuAl2O4/AlN。然而,在该条件下无法获得无缺陷的接头。为了降低残余热应力获得无缺陷的接头,对AlN陶瓷采用预氧化处理,在AlN陶瓷表面形成一层Al2O3层。当预氧化参数为1 000℃/5 h时,AlN陶瓷表面的Al2O3层厚度约为10 μm。采用成分为Ag-6 mol% CuO的钎料,在1 000℃/5min的钎焊参数下,对预氧化后的AlN陶瓷进行连接,获得了无缺陷的接头,接头典型界面显微组织为AlN/Al2O3/CuAl2O4/CuO/Ag+Al2O3/CuO/CuAl2O4/Al2O3/AlN。接头的抗剪切强度最高为22.6 MPa,与未氧化的AlN陶瓷接头相比提升了62.6%。接头进行抗剪切测试时,断面主要出现在AlN陶瓷母材。